
In the fast-paced world of frozen food manufacturing, efficiency is everything. Whether you are producing frozen vegetables, ready-to-eat meals, ice cream, or seafood, the production line must operate seamlessly under extreme conditions. At Annilte, we understand that the conveyor belt is not just an accessory; it is the circulatory system of your plant.
When searching for a conveyor belt for the food industry, specifically for freezing applications, manufacturers often face a common dilemma: finding a belt that balances hygiene, durability under sub-zero temperatures, and compatibility with existing industry brand machinery.
Here is how Annilte addresses the core pain points of frozen food producers.
1. Overcoming the "Cold Crack" Challenge
One of the biggest headaches in frozen food production is belt failure due to low temperatures. Standard belts become brittle and crack at temperatures as low as -30°C, leading to unplanned downtime.
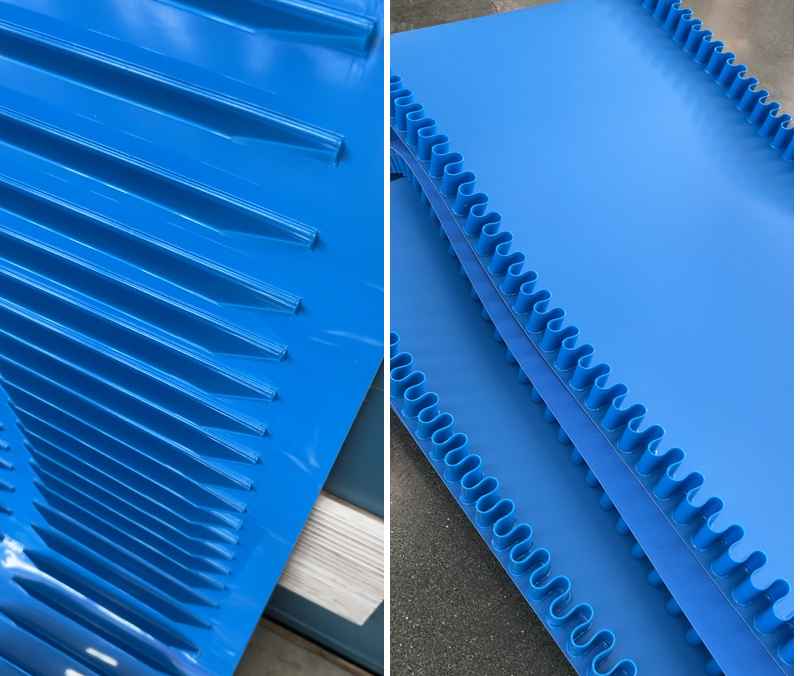
Annilte’s specialized frozen food conveyor belts are engineered from high-grade materials (including PP, PE, and acetal) that maintain their structural integrity in deep-freeze environments. Our modular plastic belts and spiral conveyor belts are designed to flex without cracking, ensuring continuous operation in spiral freezers and tunnel freezers.

2. Hygiene: The Non-Negotiable Factor
Food safety is paramount. The cost of product recall or bacterial contamination is too high to ignore. Traditional fabric belts can absorb moisture and harbor bacteria, making them unsuitable for stringent food safety standards.
Our food grade conveyor belt solutions feature a non-absorbent surface that resists bacterial growth. The flush grid design of our modular belts allows for thorough cleaning (CIP – Clean-in-Place), eliminating residue from batter, breading, or meat juices. For applications requiring the highest level of sanitation, our stainless steel conveyor belts offer unmatched resistance to corrosion and extreme temperature fluctuations.

3. Seamless Integration with Industry-Leading Machinery
As a manufacturer, we know that replacing a conveyor belt shouldn’t mean replacing your entire production line. Annilte products are designed with universal compatibility in mind.
Our belts integrate seamlessly with brand-name food processing machinery from global leaders such as:
- GEA (Freezers and processing lines)
- JBT (Freezing and portioning equipment)
- Marel (Poultry and fish processing)
- Tetra Pak (Dairy and prepared food lines)
- Scanico (Spiral freezers)
Whether you need a flat top chain for a straight running packaging line or a spiral conveyor belt for a high-capacity freezer, Annilte ensures a perfect fit, minimizing modification costs and installation time.
4. Reducing Total Cost of Ownership (TCO)
Downtime is the silent killer of profitability. Every minute a spiral freezer is stopped due to a broken belt, hundreds of dollars of product are wasted, and production targets are missed.
Annilte belts are built for longevity. Our robust splicing technology and wear-resistant materials extend the lifespan of the belt, reducing the frequency of replacements. By choosing Annilte, you are not just buying a belt; you are investing in reliability that keeps your frozen food production line running 24/7.
5. Customization for Complex Applications
Frozen food lines are rarely "one-size-fits-all." From delicate croissants that require gentle handling to heavy bulk packs of frozen meat, the material handling requirements vary.
We offer fully customizable solutions, including:
- Side-flexing chains for curves and turns to save floor space.
- Radius belts for spiral cage systems.
- Friction-driven belts for inclined transport.
Why Partner with Annilte?
As a dedicated manufacturer specializing in conveyor belts for the food industry, Annilte combines engineering expertise with responsive customer service. We don’t just sell products; we provide technical support to ensure your freezer lines achieve maximum uptime.
Ready to optimize your frozen food production line?
Contact Annilte today to discuss your specifications or to request a sample of our food-grade conveyor belts.

R&D Team
Annilte has a research and development team consisting of 35 technicians. With strong technical research and development capabilities, we have provided conveyor belt customization services for 1780 industry segments, and gained recognition and affirmation from 20,000+ customers. With mature R&D and customization experience, we can meet the customization needs of different scenarios in various industries.

Production Strength
Annilte has 16 fully automated production lines imported from Germany in its integrated workshop, and 2 additional emergency backup production lines. The company ensures that the safety stock of all kinds of raw materials is not less than 400,000 square meters, and once the customer submits an emergency order, we will ship the product within 24 hours to respond to the customer's needs efficiently.
As a leading Chinese conveyor belt manufacturer with 17 years of industry experience, Annilte is proud to hold both ISO quality management certification and the RoHS environmental directive. Our manufacturing facilities meet “Green Factory” standards, and we are also an internationally recognized SGS Gold Supplier.
We offer a comprehensive range of customizable belt solutions under our own brand "ANNILTE", designed to meet diverse industrial needs.
Should you require further information about our products or capabilities, please do not hesitate to contact us.
WhatsApp: +86 185 6019 6101 Tel/WeChat: +86 185 6010 2292
E-mail: 391886440@qq.com Website: https://www.annilte.net/
Post time: Mar-27-2026