
Why Choose PTFE Mesh Conveyor Belts for Industrial Efficiency?
In today’s fast-paced industrial landscape, maximizing productivity while minimizing downtime is crucial. For industries like food processing, printing, textile manufacturing, and packaging, selecting the right conveyor belt can make all the difference. PTFE (Polytetrafluoroethylene) mesh conveyor belts have emerged as a top choice due to their exceptional non-stick properties, heat resistance, and longevity. At Annilte, we specialize in designing and manufacturing high-quality PTFE mesh conveyor belts that meet the rigorous demands of modern industries.
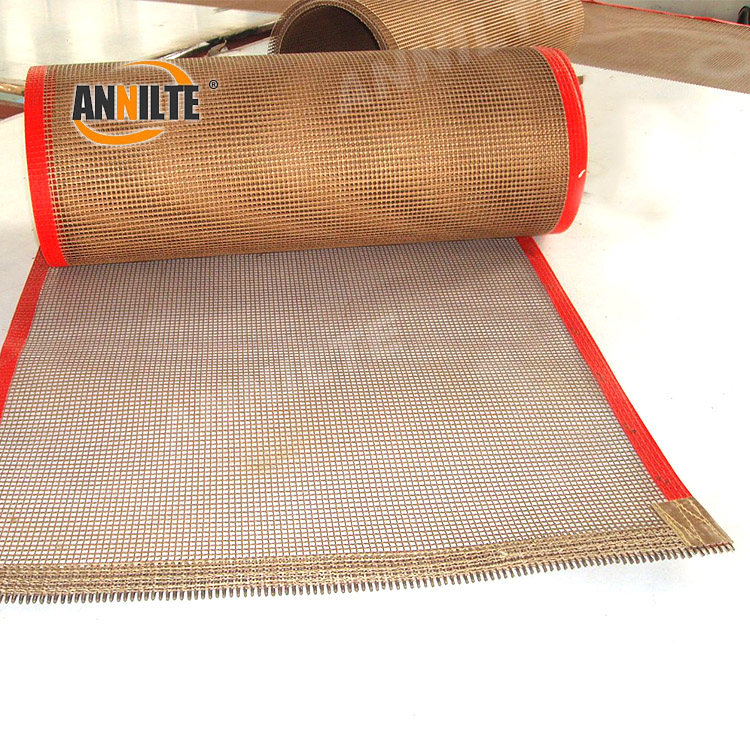
Key Benefits of Annilte PTFE Mesh Conveyor Belts
- Heat Resistance – Withstanding temperatures from -70°C to 260°C, our belts ensure stable performance in high-heat environments like drying ovens and sterilization processes.
- Non-Stick Surface – The PTFE coating prevents material adhesion, reducing waste and simplifying cleaning.
- Chemical Inertness – Resistant to oils, acids, and solvents, making our belts ideal for harsh industrial settings.
- Durability – Reinforced mesh construction provides excellent tensile strength and tear resistance, extending belt lifespan.
- Customization – We offer tailored solutions in mesh density, thickness, and width to fit specific production line requirements.

Applications Across Industries
- Food Processing – Baking, freezing, and food drying lines.
- Printing – UV curing and screen printing machinery.
- Textile – Fabric drying and heat-setting processes.
- Packaging – Sealing and labeling systems.
Annilte’s PTFE mesh conveyor belts are engineered for reliability and efficiency, backed by over [X] years of expertise in conveyor solutions. Our global supply network ensures timely delivery and dedicated after-sales support.

R&D Team
Annilte has a research and development team consisting of 35 technicians. With strong technical research and development capabilities, we have provided conveyor belt customization services for 1780 industry segments, and gained recognition and affirmation from 20,000+ customers. With mature R&D and customization experience, we can meet the customization needs of different scenarios in various industries.

Production Strength
Annilte has 16 fully automated production lines imported from Germany in its integrated workshop, and 2 additional emergency backup production lines. The company ensures that the safety stock of all kinds of raw materials is not less than 400,000 square meters, and once the customer submits an emergency order, we will ship the product within 24 hours to respond to the customer's needs efficiently.
As a leading Chinese conveyor belt manufacturer with 17 years of industry experience, Annilte is proud to hold both ISO quality management certification and the RoHS environmental directive. Our manufacturing facilities meet “Green Factory” standards, and we are also an internationally recognized SGS Gold Supplier.
We offer a comprehensive range of customizable belt solutions under our own brand "ANNILTE", designed to meet diverse industrial needs.
Should you require further information about our products or capabilities, please do not hesitate to contact us.
WhatsApp: +86 185 6019 6101 Tel/WeChat: +86 185 6010 2292
E-mail: 391886440@qq.com Website: https://www.annilte.net/
Post time: Jan-20-2026