
Is your vertical conveying system a weak link in your food production chain? Concerns about belt hygiene, contamination risk, or frequent maintenance downtime can directly impact your product quality and bottom line.
At Annilte, we engineer PU Food Grade Elevator Belts that are built to meet the rigorous demands of the modern food industry. More than just a component, our belts are a commitment to safety, reliability, and seamless operation.
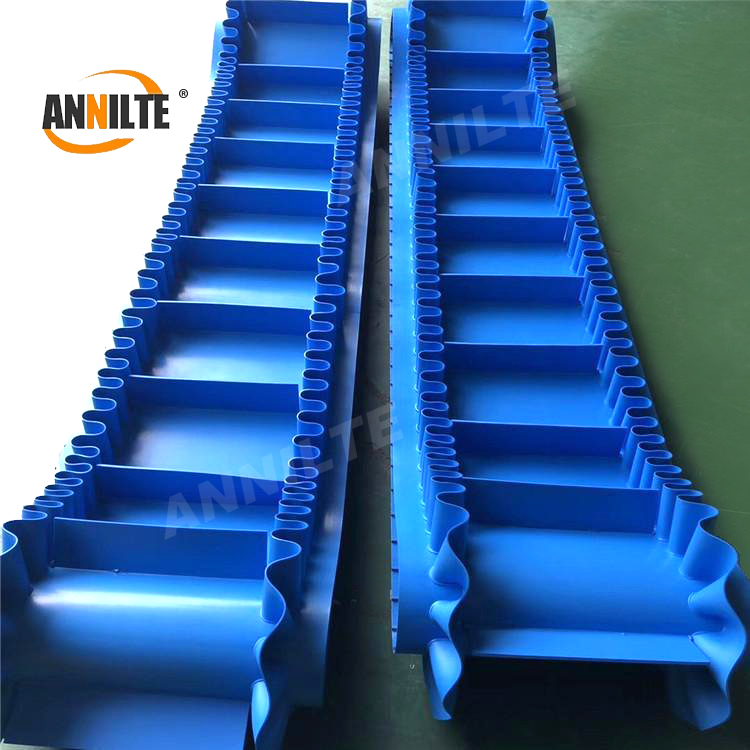
Why Annilte PU Belts Are the Superior Choice for Vertical Food Conveying:
- Uncompromising Food Safety & Compliance:
Our belts are manufactured with premium Polyurethane (PU) materials that comply with FDA (CFR 21) and USDA standards. They are non-toxic, odorless, and resistant to bacterial growth, ensuring the absolute purity of your products—from grains and snacks to confectionery and frozen goods. - Engineered for Easy Cleaning & Hygiene:
Featuring a smooth, non-porous surface, Annilte elevator belts prevent food particles and moisture from being trapped. They withstand high-pressure washing and standard sanitizing chemicals, simplifying your CIP (Clean-in-Place) processes and reducing labor costs. - Exceptional Durability for Demanding Applications:
Don’t let belt failure disrupt your production. Our PU belts offer outstanding resistance to abrasion, oils, fats, and minor tears. This results in a longer belt life, reduced replacement costs, and greater uptime for your elevator systems. - Precision Performance & Minimal Maintenance:
Designed with dimensional stability and excellent flex life, our belts run true on pulleys with minimal stretching or tracking issues. This translates to smoother operation, less energy consumption, and significantly reduced maintenance headaches.

Applications Where Annilte Belts Excel:
- Bucket elevators for cereals, pulses, and seeds
- Vertical conveyance of baked goods and snacks
- Powder and granular food handling
- Frozen food processing lines
- Dairy and confectionery product handling

R&D Team
Annilte has a research and development team consisting of 35 technicians. With strong technical research and development capabilities, we have provided conveyor belt customization services for 1780 industry segments, and gained recognition and affirmation from 20,000+ customers. With mature R&D and customization experience, we can meet the customization needs of different scenarios in various industries.

Production Strength
Annilte has 16 fully automated production lines imported from Germany in its integrated workshop, and 2 additional emergency backup production lines. The company ensures that the safety stock of all kinds of raw materials is not less than 400,000 square meters, and once the customer submits an emergency order, we will ship the product within 24 hours to respond to the customer's needs efficiently.
Annilte is a conveyor belt manufacturer with 16 years of experience in China and an enterprise ISO quality certification. We are also an international SGS-certified gold product manufacturer.
We offer a wide range of customizable belt solutions under our own brand, "ANNILTE."
Should you require further information regarding our conveyor belts, please do not hesitate to contact us.
WhatsApp: +86 185 6019 6101 Tel/WeChat: +86 185 6010 2292
E-mail: 391886440@qq.com Website: https://www.annilte.net/
Post time: Dec-30-2025