
In the fast-paced world of poultry and food processing, throughput is everything. However, for operations relying on brand-name systems like Cumberland, Big Dutchman, or Chore-Time, the conveyor belt is often the weakest link—a point of failure that leads to costly downtime and product loss.
At Annilte, we understand the precision required to handle millions of fragile eggs annually. Our High-Capacity Egg Conveyor Belt is engineered not just to move eggs, but to maximize your line efficiency while integrating seamlessly with the industry's leading equipment.

The Industry Pain Points: Why Standard Belts Cost You Money
If you manage a layer farm or a grading station, you are likely familiar with these headaches:
- Premature Wear & Tearing: Standard belts stretch and degrade under constant load, especially when integrated with high-speed brand-name collectors.
- High Breakage Rates: Stiff materials or poor tracking cause micro-cracks or visible breakage, leading to significant revenue loss.
- Hygiene Compliance Issues: Porous materials harbor bacteria like Salmonella, making it difficult to pass stringent audits (such as those required for Moba or Sanovo grading equipment).
- Frequent Maintenance: Belt slippage and misalignment cause unexpected shutdowns, halting your entire production chain .
Annilte Solution: Engineered for High-Capacity Performance
Annilte has leveraged 15 years of manufacturing expertise to create a belt that directly addresses these operational challenges. Our High-Capacity Egg Conveyor Belt is designed to be the durable, safe, and high-throughput backbone of your facility.
1. Unmatched Durability & Material Science
Constructed from a high-grade blend of food-grade Polypropylene (PP) and Rubber, our belts offer superior toughness. Unlike standard options, Annilte belts feature anti-static and anti-UV properties, significantly extending service life even in harsh, sun-exposed environments . This material choice ensures resistance against oils, fats, and the frequent wash-downs required in modern processing.
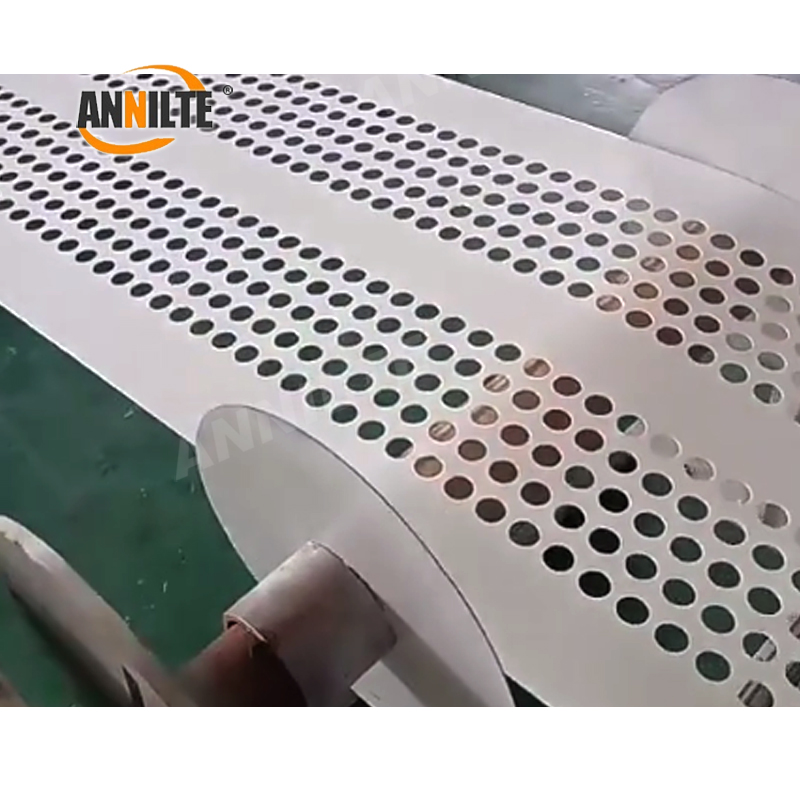
2. Gentle Egg Handling = Higher Profits
Reasonable hole-punching design, minimizing roll-back and impact stress. Whether you are running a high-speed Moba grader or a slow, inclined collection system, the low-friction surface ensures eggs travel securely, drastically reducing breakage rates compared to wire mesh or standard flat belts .
3. Seamless Integration with Major Brand Equipment
We know your farm or plant likely runs on specific machinery. Annilte belts are designed for universal compatibility. They work flawlessly with:
- Poultry Collection: Cumberland, Chore-Time, Big Dutchman, FACCO, and Poul Tech systems .
- Processing & Grading: Moba, Sanovo, Staalkat.
Our precise width specifications (customizable from 50mm to 100mm+) ensure a perfect fit without modification.
4. Hygiene First Design
Compliant with (EU) No 2020/1245 and international food safety standards, our belt features a non-porous surface that prevents bacterial growth and is easy to clean . This design supports HACCP compliance, keeping your facility audit-ready at all times.
Applications Across the Supply Chain
- Layer Farms: Automate egg collection from multi-tier cage systems directly to the packing room.
- Grading & Packing Stations: Withstand the high speeds of modern graders while ensuring eggs are perfectly positioned for candling and packing.
- Food Processing: Ideal for washing, drying, and inspection lines where hygiene is paramount .
Why Global Operators Choose Annilte
As an ISO quality certified and SGS certified manufacturer, Annilte doesn't just sell belts; we provide peace of mind . We offer customizable solutions—from color options for branding to specific cleat patterns for inclined transport.

R&D Team
Annilte has a research and development team consisting of 35 technicians. With strong technical research and development capabilities, we have provided conveyor belt customization services for 1780 industry segments, and gained recognition and affirmation from 20,000+ customers. With mature R&D and customization experience, we can meet the customization needs of different scenarios in various industries.

Production Strength
Annilte has 16 fully automated production lines imported from Germany in its integrated workshop, and 2 additional emergency backup production lines. The company ensures that the safety stock of all kinds of raw materials is not less than 400,000 square meters, and once the customer submits an emergency order, we will ship the product within 24 hours to respond to the customer's needs efficiently.
As a leading Chinese conveyor belt manufacturer with 17 years of industry experience, Annilte is proud to hold both ISO quality management certification and the RoHS environmental directive. Our manufacturing facilities meet “Green Factory” standards, and we are also an internationally recognized SGS Gold Supplier.
We offer a comprehensive range of customizable belt solutions under our own brand "ANNILTE", designed to meet diverse industrial needs.
Should you require further information about our products or capabilities, please do not hesitate to contact us.
WhatsApp: +86 185 6019 6101 Tel/WeChat: +86 185 6010 2292
E-mail: 391886440@qq.com Website: https://www.annilte.net/
Post time: Mar-04-2026