
In the competitive world of vegetable processing, the difference between a premium Grade-A product and a discounted bulk lot often happens on the conveyor line. Peppers (bell peppers, chili peppers, jalapeños) are delicate, prone to bruising, and require strict hygiene standards. Standard industrial belts often fail to meet these specific agricultural needs, leading to product damage, bacterial growth, and costly downtime.
The Unique Challenges of Pepper Handling
- Product Bruising & Damage: Peppers have thin skins and hollow structures. Hard, rough, or improperly tensioned belts cause impact damage and abrasion, leading to rapid spoilage and rejected loads.
- Sanitation & Bacterial Growth: The warm, moist environment of harvested peppers, combined with plant sap and soil residue, creates a breeding ground for bacteria like Salmonella and Listeria. Porous or difficult-to-clean belts pose a serious food safety risk.
- Slippage on Inclines: Moving peppers from field bins to sorting tables often requires incline conveyors. Smooth belts struggle to grip round, smooth peppers, causing roll-back and bottlenecks.
- Chemical & UV Degradation: Field harvesters are exposed to intense sunlight, while washing lines use aggressive sanitizers (chlorine, peroxide). Standard rubber belts crack, fade, and degrade quickly under these conditions.
- Debris Contamination: Stems, leaves, and dirt can get trapped in belt textures or splice joints, contaminating the final product and requiring extra manual sorting labor.
Trusted by Leading Ag-Machinery Manufacturers
- Oxbo (formerly Pik-R-Pak): For high-speed self-propelled pepper harvesters.
- BEI: For gentle handling systems and bulk loaders.
- Key Technology / TOMRA: For advanced optical sorting and grading lines.
- Double M: For specialized vegetable conveying and washing systems.
- Greefa: For precise sizing and packing solutions.
The Annilte Advantage: Engineered for Gentle Harvesting
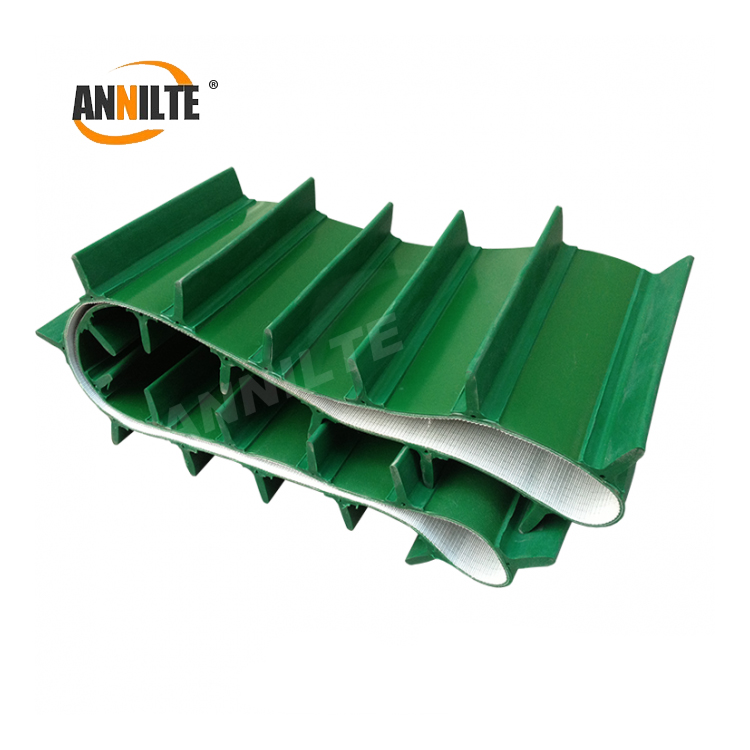
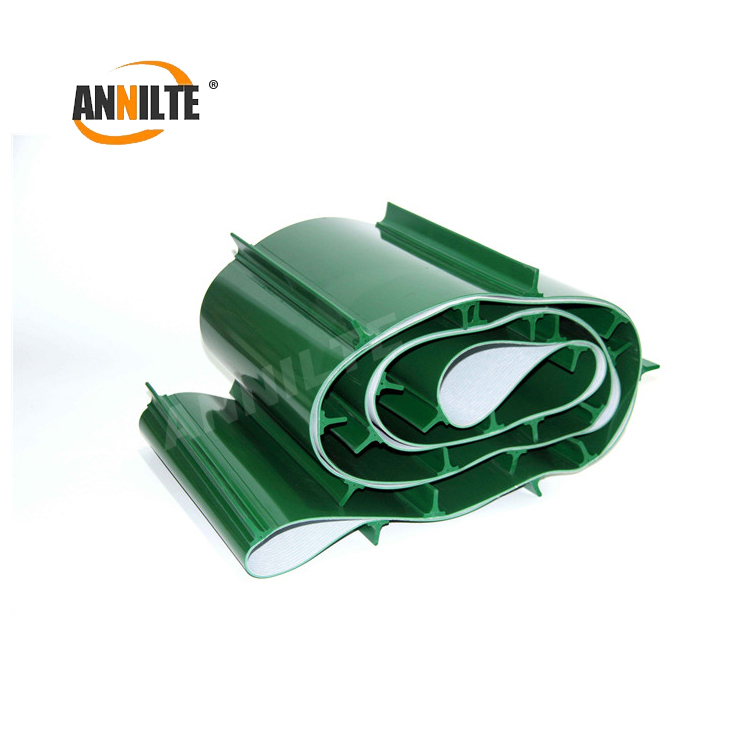
- Food-Grade, Non-Marking Materials: Our belts are manufactured using FDA/USDA-compliant white PVC, PU, and silicone compounds. They are non-toxic, odorless, and won't leave black marks on light-colored peppers, ensuring your product looks pristine.
- Custom Cleat & Profile Designs: To prevent roll-back on inclines without crushing the fruit, we offer custom-molded cleats (V-guide, T-cleats, scoops) made from soft, flexible materials. These gently cup the peppers, lifting them smoothly without impact.
- Superior Hygiene & Cleanability: Featuring seamless endless splicing and non-porous surfaces, Annilte belts prevent bacteria buildup. They are designed for easy wash-downs and can withstand high-pressure hot water and harsh sanitizing chemicals without delaminating.
- UV & Ozone Resistance: Specifically formulated for field applications, our belts resist cracking and hardening caused by prolonged exposure to sunlight and ozone, extending service life significantly compared to standard belts.
- Low-Tension Tracking: Our precision-engineered carcass ensures stable tracking even at lower tensions, reducing stress on harvester motors and bearings while minimizing the risk of belt stretch.
Protect Your Harvest Quality
"We switched to Annilte’s white food-grade cleated belts for our Oxbo harvesters last season. The difference was immediate: bruising dropped by 30%, and the belts cleaned up instantly after every shift. No more hidden dirt in the splices. It paid for itself in just two weeks of reduced waste." — Operations Manager, Major Bell Pepper Grower, California, USA

R&D Team
Annilte has a research and development team consisting of 35 technicians. With strong technical research and development capabilities, we have provided conveyor belt customization services for 1780 industry segments, and gained recognition and affirmation from 20,000+ customers. With mature R&D and customization experience, we can meet the customization needs of different scenarios in various industries.

Production Strength
Annilte has 16 fully automated production lines imported from Germany in its integrated workshop, and 2 additional emergency backup production lines. The company ensures that the safety stock of all kinds of raw materials is not less than 400,000 square meters, and once the customer submits an emergency order, we will ship the product within 24 hours to respond to the customer's needs efficiently.
As a leading Chinese conveyor belt manufacturer with 17 years of industry experience, Annilte is proud to hold both ISO quality management certification and the RoHS environmental directive. Our manufacturing facilities meet “Green Factory” standards, and we are also an internationally recognized SGS Gold Supplier.
We offer a comprehensive range of customizable belt solutions under our own brand "ANNILTE", designed to meet diverse industrial needs.
Should you require further information about our products or capabilities, please do not hesitate to contact us.
WhatsApp: +86 185 6019 6101 Tel/WeChat: +86 185 6010 2292
E-mail: 391886440@qq.com Website: https://www.annilte.net/
Post time: Mar-14-2026