
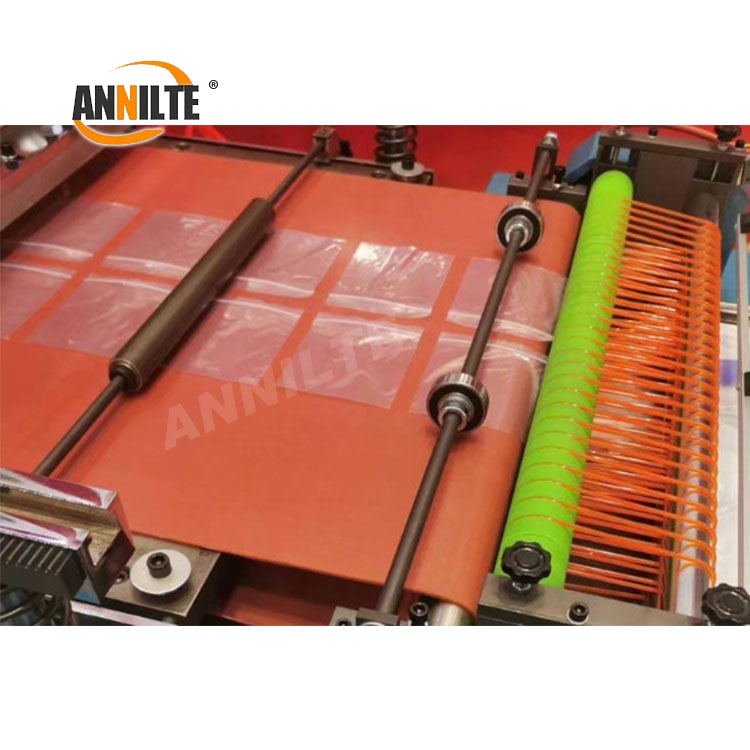
In the competitive landscape of flexible packaging, efficiency is everything. For manufacturers operating high-speed zipper bag making machines, the conveyor belt is not just a component; it is the heartbeat of production. Yet, many facility managers struggle with recurring issues: adhesive buildup on standard belts, thermal deformation during peak sealing cycles, and the unsightly contamination caused by traditional black belts shedding particles onto white or clear films.
- Adhesive Residue & Cleaning Downtime: Standard belts often accumulate molten plastic and glue, requiring frequent stops for scraping and chemical cleaning, which slashes overall equipment effectiveness (OEE).
- Thermal Instability: Inconsistent heat resistance leads to belt stretching or shrinking under the intense heat of sealing jaws (often exceeding 200°C), causing tracking errors and misaligned zippers.
- Product Contamination: Black or dark-colored belts can leave visible marks on light-colored packaging, leading to higher rejection rates in food-grade and medical packaging sectors.
- Pristine White & Food-Grade Safe: Unlike traditional belts, our seamless white silicone belt ensures zero risk of black particle contamination. It meets strict FDA and EU food-contact standards, making it the ideal choice for food, pharmaceutical, and premium consumer goods packaging.
- Ultimate Non-Stick Performance: The advanced surface technology of this non-stick silicone conveyor prevents molten polyethylene and zipper tracks from adhering. This drastically reduces cleaning frequency, allowing your bag making machine to run longer shifts with minimal interruption.
- Superior Heat Resistance: Designed to withstand continuous temperatures up to 260°C (500°F), our heat resistant belt maintains its dimensional stability even under the most aggressive sealing conditions, ensuring precise tracking on high-speed lines.
- Seamless Construction for Smooth Transit: The endless (seamless) design eliminates the "bump" found in spliced belts. This provides a perfectly smooth surface for delicate zipper bag films, preventing jams and ensuring uniform heat distribution during the sealing process.

R&D Team
Annilte has a research and development team consisting of 35 technicians. With strong technical research and development capabilities, we have provided conveyor belt customization services for 1780 industry segments, and gained recognition and affirmation from 20,000+ customers. With mature R&D and customization experience, we can meet the customization needs of different scenarios in various industries.

Production Strength
Annilte has 16 fully automated production lines imported from Germany in its integrated workshop, and 2 additional emergency backup production lines. The company ensures that the safety stock of all kinds of raw materials is not less than 400,000 square meters, and once the customer submits an emergency order, we will ship the product within 24 hours to respond to the customer's needs efficiently.
As a leading Chinese conveyor belt manufacturer with 17 years of industry experience, Annilte is proud to hold both ISO quality management certification and the RoHS environmental directive. Our manufacturing facilities meet “Green Factory” standards, and we are also an internationally recognized SGS Gold Supplier.
We offer a comprehensive range of customizable belt solutions under our own brand "ANNILTE", designed to meet diverse industrial needs.
Should you require further information about our products or capabilities, please do not hesitate to contact us.
WhatsApp: +86 185 6019 6101 Tel/WeChat: +86 185 6010 2292
E-mail: 391886440@qq.com Website: https://www.annilte.net/
Post time: Mar-11-2026