
La rápida industrialización de la India ha puesto de relieve un desafío crucial: el tratamiento eficiente de aguas residuales y la gestión de lodos. Desde los centros textiles de Tirupur y Surat hasta los ingenios azucareros de Maharashtra y las plantas procesadoras de almidón en Gujarat, las industrias se enfrentan a una enorme presión para cumplir con las normas más estrictas de la CPCB (Junta Central de Control de la Contaminación) y las regulaciones estatales. El cuello de botella en muchas líneas de tratamiento suele ser la etapa de deshidratación, donde los medios filtrantes obsoletos o de baja calidad no logran obtener tortas secas, lo que conlleva costos de eliminación exorbitantes e incumplimiento de la normativa ambiental.
Los puntos críticos que afectan a las industrias indias
- Alto contenido de humedad: Una deshidratación inadecuada produce lodos con alto contenido de agua. Para las industrias que pagan por la eliminación de residuos según su peso o volumen, esto significa desperdiciar dinero transportando agua en lugar de residuos sólidos.
- Obstrucción y bloqueo: Los efluentes indios, en particular los de la industria textil (tintes) y el procesamiento de alimentos (almidón/aceites), contienen partículas finas y materia orgánica pegajosa que obstruyen los poros de las cintas transportadoras estándar. Esta obstrucción reduce la velocidad de filtración, aumenta el consumo de energía de la bomba de vacío y obliga a realizar paradas frecuentes y costosas para su limpieza.
- Agresividad química: Los diferentes niveles de pH y las cargas químicas en los efluentes, desde baños de tinte ácidos hasta lodos de depuración alcalinos, pueden degradar rápidamente las correas convencionales de poliéster o polipropileno, provocando fallos prematuros y problemas de alineación.
- Exigencias de eficiencia energética: Con el aumento de las tarifas eléctricas en toda la India, el coste energético del funcionamiento de las bombas de vacío con cintas transportadoras ineficientes y sin protección se está convirtiendo en un importante gasto operativo.
- Riesgos de incumplimiento: El incumplimiento de las normas de descarga o de las normas adecuadas para el manejo de lodos puede acarrear fuertes multas o incluso órdenes de cierre de la planta por parte de las juntas locales de control de la contaminación.

¿Por qué Annilte es la opción preferida para las plantas de tratamiento de efluentes y los fabricantes de equipos originales (OEM) de la India?
Diseñado para las condiciones de la India:
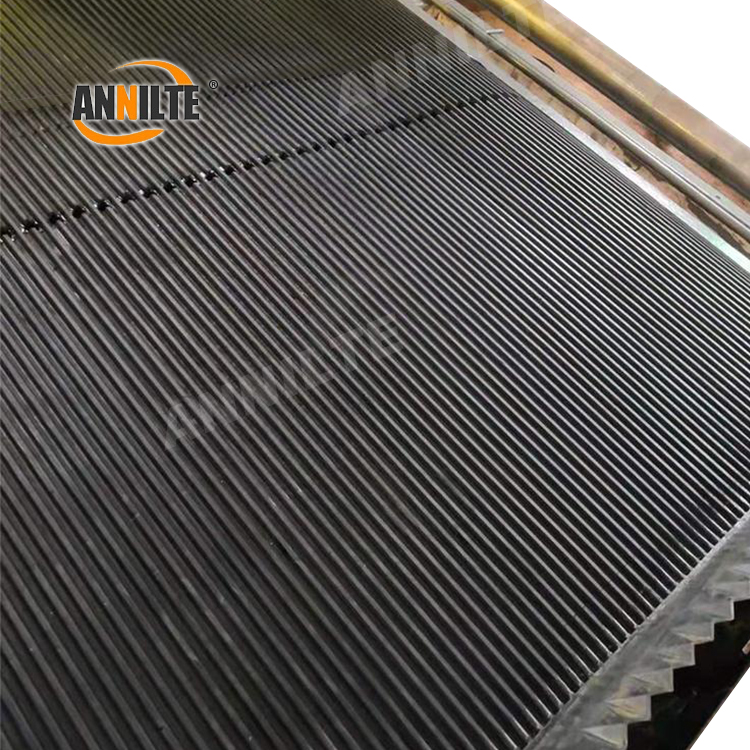
- Diseño optimizado para una permeabilidad óptima y un sistema antiobstrucción: Nuestras cintas transportadoras cuentan con estructuras de poros diseñadas con precisión para adaptarse a tipos específicos de lodos (por ejemplo, fibras textiles finas, lodos alimentarios aceitosos, residuos minerales). Esto garantiza un drenaje rápido del agua y evita la obstrucción, manteniendo una sequedad uniforme de la torta durante largos periodos de funcionamiento.
- Resistencia superior a productos químicos e hidrólisis: Fabricadas con monofilamentos de alta tenacidad y recubrimientos de polímeros avanzados, las correas Annilte soportan rangos de pH extremos (1-14) y resisten la hidrólisis, lo que garantiza una vida útil más prolongada incluso en los agresivos entornos industriales de la India.
- Desmoldeo y seguimiento mejorados: Un tratamiento superficial especializado garantiza el desmoldeo sencillo de los lodos pegajosos, minimizando la acumulación de residuos. Combinado con nuestro sellado preciso de bordes y la estabilidad del seguimiento, esto reduce el tiempo de inactividad y las labores de mantenimiento.
- Rendimiento rentable: Al producir tortas más secas (reduciendo los costos de eliminación hasta en un 30 %) y prolongar la vida útil, las cintas Annilte ofrecen un costo total de propiedad (TCO) superior en comparación con alternativas más baratas y de corta duración.
- Soporte local y personalización: Entendemos que no existe una solución única para todos. Annilte ofrece especificaciones de correas personalizadas (ancho, largo, permeabilidad, diseño de bordes) y entrega rápida a los principales centros industriales de la India, con el apoyo de expertos técnicos locales que hablan su idioma.

Equipo de I+D
Annilte cuenta con un equipo de investigación y desarrollo compuesto por 35 técnicos. Gracias a nuestra sólida capacidad en investigación y desarrollo técnico, hemos brindado servicios de personalización de cintas transportadoras para 1780 sectores industriales y hemos obtenido el reconocimiento y la confianza de más de 20 000 clientes. Con una amplia experiencia en I+D y personalización, podemos satisfacer las necesidades de personalización de diversos escenarios en diferentes industrias.

Capacidad de producción
Annilte cuenta con 16 líneas de producción totalmente automatizadas importadas de Alemania en su taller integrado, además de 2 líneas de producción de respaldo para emergencias. La empresa garantiza un stock de seguridad de al menos 400 000 metros cuadrados de materias primas y, ante un pedido urgente, enviamos el producto en un plazo de 24 horas para atender sus necesidades con eficiencia.
Como empresa china lídercinta transportadorafabricante con 17 años de experiencia en el sector,AnilteNos enorgullece contar con la certificación de gestión de calidad ISO y la directiva medioambiental RoHS. Nuestras instalaciones de fabricación cumplen con los estándares de «Fábrica Verde» y, además, somos un proveedor SGS Gold reconocido internacionalmente.
Ofrecemos una gama completa de soluciones de correas personalizables bajo nuestra propia marca.ANNILTE", diseñado para satisfacer diversas necesidades industriales.
Si necesita más información sobre nuestros productos o capacidades, no dude en ponerse en contacto con nosotros.
WhatsApp: +86 185 6019 6101 Teléfono/WeCsombrero: +86 185 6010 2292
E-correo: 391886440@qq.com Sitio web: https://www.annilte.net/
Fecha de publicación: 12 de marzo de 2026